Ponieważ przemysł odlewniczy stoi w obliczu stale rosnących wymagań dotyczących jakości produktów, ochrony środowiska i wydajności produkcji,V-Odlewanie procesowe(Proces próżniowy) stopniowo wyłania się jako kluczowa technika w nowoczesnych operacjach odlewniczych, dzięki swoim wyraźnym zaletom — w tym wysokiej precyzji, minimalnemu zanieczyszczeniu i wysokim współczynnikom odzysku materiału.
Proces V — znany również jako formowanie próżniowe lub odlewanie podciśnieniowe — opiera się na podstawowej zasadzie: wykorzystuje kombinację „suchego piasku bez spoiwa + uszczelniania folią z tworzywa sztucznego + zagęszczania indukowanego próżnią”. Zamiast polegać na tradycyjnych metodach utwardzania chemicznego, uzyskuje się powstawanie pleśni poprzez fizyczne różnice ciśnień.
• Uszczelnienie kolby i wzoru za pomocą folii z tworzywa sztucznego.
• Zastosowanie pompy próżniowej do usuwania powietrza, generując w ten sposób podciśnienie o wartości 300–500 mmHg.
• Zagęszczenie suchego piasku pod ciśnieniem atmosferycznym do uzyskania twardości 85–95 HB.
• Utrzymywanie podciśnienia przez całą fazę nalewania i krzepnięcia; po ochłodzeniu zostaje uwolniona próżnia, co powoduje automatyczny rozpad suchego piasku.
Proces odlewania w procesie V
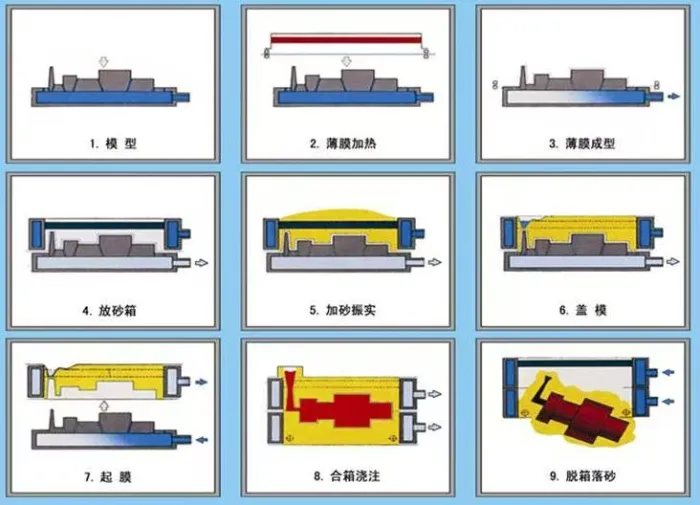
CałośćOdlewanie metodą Vprocedura składa się głównie z siedmiu następujących kroków:
1. Przygotowanie wzoru
Wykorzystaj płytkę modelującą lub szablon wyposażony w otwory podciśnieniowe, upewniając się, że otwory te są równomiernie rozmieszczone, aby ułatwić późniejsze zasysanie próżniowe.
2. Zastosowanie filmu
Podgrzej plastikową folię do temperatury 80–120°C, aby ją zmiękczyć, a następnie nałóż ją na powierzchnię wzoru; zastosuj podciśnienie, aby folia ściśle i precyzyjnie przylegała do konturów wzoru.
3. Nakładanie powłoki ogniotrwałej
Natryśnij szybkoschnącą powłokę ogniotrwałą o grubości około 0,04 mm na powierzchnię gniazda formy, a następnie wysusz; etap ten zapobiega przywieraniu piasku (przypaleniu) i zwiększa skuteczność uszczelnienia.
4. Wypełnianie i zagęszczanie piaskiem
Umieść specjalistyczną kolbę nad wzorem, a następnie napełnij ją suchym piaskiem kwarcowym o uziarnieniu 100–200 mesh; zastosować mikrowibracje w celu zagęszczenia formy piaskowej i wypoziomowania powierzchni.
5. Uszczelnianie i odkurzanie
Przykryj górną powierzchnię kolby folią uszczelniającą i zastosuj próżnię, aby wytworzyć podciśnienie, utwardzając i stabilizując w ten sposób strukturę formy piaskowej.
6. Zdejmowanie wzoru i montaż formy
Zwolnij próżnię na płycie modelowej, aby zakończyć proces usuwania wzoru; następnie włożyć rdzenie (jeśli jest to wymagane) i zmontować połówki formy, stale utrzymując stan podciśnienia w przygotowaniu do zalewania. 7. Nalewanie i wytrząsanie
Odlewanie odbywa się w warunkach próżniowych (w temperaturze zalewania około 1300–1400°C dla żeliwa szarego). Gdy odlew ostygnie do temperatury około 90°C, zostaje zwolniona próżnia, co uruchamia automatyczny proces wytrząsania, po którym następuje późniejsze czyszczenie.
Podstawowe zalety odlewania metodą V
W porównaniu do tradycyjnych procesów odlewania w piasku,Odlewanie metodą Voferuje wyraźne i wszechstronne korzyści:
1. Wysoka jakość odlewu
Wykończenie powierzchni odlewów może osiągnąć Ra12,5, a dokładność wymiarowa może osiągnąć klasę CT9. Wskaźnik defektów jest niski, a kąt pochylenia można zmniejszyć nawet do 0°, dzięki czemu proces ten jest szczególnie odpowiedni w przypadku precyzyjnych komponentów o złożonych strukturach.
2. Ekologiczny i zrównoważony
Proces nie wymaga stosowania spoiw, skutecznie redukując emisję pyłów i szkodliwych gazów. Stopień odzysku zużytego piasku przekracza 95%, co doskonale wpisuje się w nowoczesny trend w kierunku ekologicznej produkcji.
3. Niskie koszty produkcji
Eliminuje koszty żywic i utwardzaczy, jednocześnie wydłużając żywotność formy o 30–50%. Ponadto naddatki na obróbkę odlewów są zmniejszone o 20–40%, co dodatkowo obniża późniejsze koszty obróbki.
4. Szeroki zakres zastosowań
Proces ten jest odpowiedni do obróbki różnych materiałów — w tym żeliwa, staliwa i stopów metali nieżelaznych — i jest szeroko stosowany w produkcji wielkogabarytowych komponentów, części cienkościennych i złożonych zespołów konstrukcyjnych, takich jak łoża obrabiarek, przeciwwagi i różnego rodzaju obudowy.
Wykorzystując swoje zalety w zakresie wysokiej jakości, zrównoważenia środowiskowego i opłacalności,Odlewanie metodą Vnieustannie kieruje przemysł odlewniczy w stronę przyszłości charakteryzującej się wysoką wydajnością, przyjaznością dla środowiska i precyzyjną produkcją.